МУ по выполнению ЛР1
1.1 Цель работы
Научиться разрабатывать технологический процесс изготовления детали из листового полуфабриката.
В первой части работы необходимо разработать технологический процесс изготовления заданной детали со всеми необходимыми расчетами. Исходными данными для разработки технологического процесса являются: рабочий чертеж детали, технические условия на ее изготовление, нормативные и справочные материалы. При плазово-шаблонном методе производства используются также рабочие шаблоны. Во всех случаях проектирования технологического процесса следует учитывать влияние годовой программы и партии выпуска деталей на структуру технологического процесса и характер применяемой оснасткой и оборудование.
1.2 Подготовка к работе
1. Ознакомиться со служебным назначением детали, изучить чертеж и технические условия на изготовление детали. В результате изучения исходных материалов занести в отчет эскиз детали с размерами и требованиями на поставку детали на сборку и технические условия на изготовление детали. На все размеры проставить отклонения размеров согласно ОСТ 1 00022-80.
2. Выполнить конструктивно- технологический анализ детали, в случае необходимости дать рекомендации для изменения конструкции детали, позволяющие снизить расход материала на ее изготовление или снизить трудоемкость ее изготовления без изменения функционального назначения. Общие технологические требования к конструкции штампованных деталей плоской формы, получаемые вырубкой и пробивкой, а также изогнутой и полой формы, получаемые гибкой, вытяжкой и формовкой, изложены в [1].
3. Приступить к проектированию технологического процесса изготовления детали. Определить количество, содержание и последовательность операций и составить маршрутную карту, выполнить технологические расчеты, подобрать необходимое основное и вспомогательное оборудование, инструмент, составить технические условия на проектирование оснастки, определить нормы времени для выполнения раскройных работ и операций деформирования заготовки до получения детали, наметить возможные пути автоматизации процесса. Проектирование операций раскроя начинать с расчета размеров исходной заготовки и составления ее эскиза. После этого с учетом способа раскроя и предполагаемого оборудования подобрать размеры стандартного полуфабриката исхода из условий получения максимального значения коэффициента использования материала. Для раскроя в штампах рассчитать размер полосы. Обосновать схему раскроя. Определить основные технологические и силовые параметры процесса раскроя и подобрать необходимый инструмент и оборудование [5, 6, 7, 1].
4. При выборе формообразующих операций для получения детали необходимо рассмотреть возможные варианты её изготовления и выбрать наиболее рациональный; рассчитать технологические параметры.
При расчете технологических параметров гибки необходимо определить усилие гибки, величину пружинения материала, проверить возможность изгиба заготовки на заданный радиус, выбрать схему штампа, определить зазор между матрицей и пуансоном (для П-образных деталей), радиус закругления кромок матрицы, глубину рабочей поверхности, усилие, связанное с работой выталкивателя [5, 8, 9, 10].
При расчете технологических параметров вытяжки необходимо определить размер заготовки, количество операций и операционных размеров детали, усилие вытяжки и прижима, зазоры между матрицей и пуансоном, радиусы закругления рабочих кромок матрицы и пуансона [5, 10,9, 8 ], вычертить пооперационные эскизы детали в соответствии с ГОСТ 2.109-73, 2.307-68; подобрать технологическое оборудование и инструмент; составить технические условия на проектирование оснастки; пронормировать технологический процесс раскроя по всем стадиям изготовления заготовки и всех операций деформирования [12]; выписать основные технические данные выбранного пресса.
5.Проектирование технологической оснастки. Оно базируется на выбранном технологическом процессе и включает разработку конструкции и расчет основных деталей разделительной и формообразующей оснастки. При проектировании технологической оснастки необходимо определить метод штамповки (раздельный, последовательный, совмещенный); решить вопрос о направляющих устройствах штампа; определить исполнительные размеры рабочих деталей штампа; рассчитать центр давления штампа; сделать эскизы рабочих деталей штампа и его общего вида в соответствии с ГОСТ 2.424-80; продумать размещение и крепление штампа в рабочем пространстве пресса; дать рекомендации по автоматизации процесса; составить технологический процесс сборки штампа [11].
1.3 Задание на лабораторную работу
1. Выполнить конструктивно-технологическое описание предложенной преподавателем эскиза детали согласно номера варианта (таблица 1, приложение 1).
2. Выполнить чертеж детали и оформить технические условия и требования.
3. Углубленно проработать алгоритм разработки технологического процесса изготовления детали.
4. Познакомиться с укрупненными, единичными или типовыми технологическими процессами деталей, аналогичных заданной.
5. Разработать технологическую схему производства заданной детали (укрупненный технологический процесс).
При выполнении данного пункта особое внимание следует уделить следующим подпунктам [1-3]:
1) теоретические расчеты при разработке технологического процесса производства детали:
а) раскрой заготовок из листового полуфабриката;
б) формообразование конструктивных элементов детали;
2) выбор технологического оборудования:
а) выбор оборудования для раскроя листового полуфабриката;
б) выбор оборудования для формообразования детали.
6. Оформить маршрутное описание (на маршрутной карте) технологического процесса изготовления детали.
7. Для одной из операций выполнить технологические пробы на образцовых деталях и выполнить анализ технологических режимов и качества полученных изделий. Обосновать технологические параметры операции.
8. Выполнить разработку одной операции и составить ее операционное описание (на операционной карте).
9. Оформить и защитить отчет.
1.4 Рекомендации по выполнению работы
1.4.1 Конструктивно-технологическое описание детали из листового полуфабриката
Описание конструктивно-технологических свойств детали целесообразно выполнять по следующему плану.
1) Общие сведения о детали:
- идентификационный номер детали (можно назначить условный номер);
- наименование детали;
- назначение детали;
- общий вид детали (выполняется в виде эскиза в изометрической проекции в ракурсе, дающем максимально наглядное представление о конструкции детали).
2) Характеристика полуфабриката в состоянии поставки:
- марка материала;
- вид полуфабриката (форма);
- физико-механические характеристики материала полуфабриката
- размер полуфабриката и предельные отклонения размеров;
- состояние поверхности полуфабриката (шероховатость и покрытия).
3) Конструкция детали:
- общая форма детали;
- состав элементов детали;
- форма элементов детали;
- компоновка (расположение) элементов детали относительно конструктивных баз.
4) Размеры и допускаемые отклонения размеров:
- габаритные размеры и допуски;
- размеры и допуски на размеры, форму элементов детали;
- координаты и допуски расположения элементов.
5) Физико-механические характеристики материала готовой детали6
- прочность:
- твердость;
- допускается указывать параметры упрочняющей обработки.
6) Состояние поверхности детали:
- шероховатость поверхностей;
- свойства поверхностного слоя;
7) Место и вид маркировки.
8) Группа контроля.
Описание рекомендуется оформлять в виде таблицы, показанной ниже.
Таблица 1 – Конструктивно – технологическое описание детали
|
Свойства детали |
Содержание свойства |
Примечание |
|
1 |
2 |
3 |
|
1 Общие сведения о детали |
||
|
1.1 Номер детали |
ХХХХХХХХ |
|
|
1.2 Наименование |
Обод шпангоута |
|
|
1.3 Назначение |
Служит силовым элементом фюзеляжа, который сохраняет его форму и передаёт воздушные нагрузки на стрингеры и обшивку. Поддерживая обшивку и стрингеры, шпангоуты увеличивают их критические напряжения. |
|
|
1.4 Общий вид детали
|
||
|
2. Характеристика полуфабриката |
||
|
2.1. Марка материала полуфабриката |
Д16АТ-1,5 ГОСТ 4784 – 74* А-плакированный, Т- закаленный и естественно состаренный Легирован: медь-4%, магний-1,5% |
ГОСТ 4784-74 «Алюминий и алюминиевые сплавы деформируемые»; термически упрочняемый |
|
2.2. Вид полуфабриката |
Лист 1,5 ´1000´2500 ГОСТ 21631 – 76 |
|
|
2.3Размеры и допуски |
1,5 ; ; . |
|
|
2.4 Механические характеристики материала полуфабриката: |
||
|
а) относительное удлинение d |
11% |
|
|
б) предел прочности sв |
420-430 МПа. |
После закалки и старения |
|
в) предел текучести |
280-290МПа |
|
|
г) обрабатываемость давлением |
хорошая (в отожженном состоянии) |
Материал технологичен и допускает обработку давлением. |
|
д) обрабатываемость резаньем |
удовлетворительная |
После обработки шероховатость не выше Rz = 20…40 |
|
2.5 Состояние поверхности |
|
|
|
а) шероховатость |
Ra = 1,25 |
|
|
б) покрытия |
Плакированный, обернут в бумагу. |
|
|
3 Конструкция детали |
||
|
3.1 Основная форма |
Плоская криволинейная |
|
|
3.2 Состав элементов их компоновка |
Состоит из стенки и двух элементов бортов (выпуклый, вогнутый), сопрягаемых радиусными переходами. Два стрингерных выреза – согласно КП отверстия: диаметр – 3,1мм. диаметр – 4,1мм. |
|
|
3.3 Геометрия элементов |
Линии изгиба – криволинейные Радиусы кривизны – постоянные Стрингерных вырезов тип 3 №6 по ОСТ 1 03948 – 79 Борта: выпуклый, вогнутый |
|
|
4 Размеры |
||
|
4.1. Габаритные, мм и допускаемые отклонения |
810 ; 137 34,5 |
|
|
4.2. Элементов |
Радиусы - 3мм. Стрингерные вырезы – 23*24 мм |
|
|
5 Механические свойства материала готовой детали |
||
|
а)предел прочности sв
|
420-430 МПа. |
Предел прочности соответствует материалу в состоянии поставки |
|
6 Состояние поверхностей детали |
||
|
6.1 Шероховатость |
Кромок Rа6,3 Остальные поверхности в состоянии поставки. Острые кромки скруглить R=0,5мм |
Материал допускает указанную шероховатость при обработке резаньем. |
|
6.2 Схема покрытий |
Ан.Окс. Хр.(Анодное оксидирование с наполнением раствором хромпика) Грунт ФЛ 086(фенолформальдегидная) |
Распространённые покрытия с хорошо освоенными технологиями |
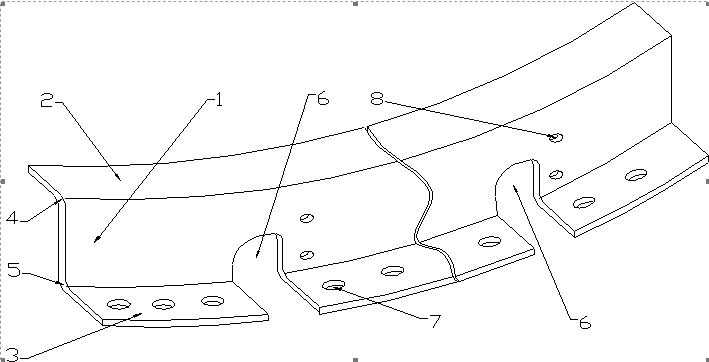
Таблица 1.2 – Характеристика элементов (рисунок 1.1)
|
Элемент (номер) |
Основная форма |
Основной размер |
Допуск на основной размер |
Шероховатость поверхностей |
|
|
Поверхность элемента |
Значение |
||||
|
Стенка (1) |
Плоская криволинейная |
810мм |
Торцы Остальные поверхности |
Rа6,3, В состоянии поставки |
|
|
Борт (2) |
Вогнутый |
Высота борта - 18 мм |
Торцы Остальные поверхности |
Rа6,3, В состоянии поставки |
|
|
Борт (3) |
Выпуклый |
Высота борта - 18 мм |
Торцы Остальные поверхности |
Rа6,3, В состоянии поставки |
|
|
Радиусный переход (4.5) |
Постоянной кривизной |
Радиус кривизны 3мм. |
|
В состоянии поставки |
|
|
Стрингерные вырезы (6) (2 шт.) |
Тип 3 №6 по ОСТ 1 03948 - 79 |
23 24 |
Торцевая |
Rа6,3 |
|
|
Направляющие отверстия (7) (34 шт.) |
Круглая (в плане); ось прямя |
Диаметр 2.7мм. |
+0,14 0 |
Торцевая |
Rа6,3 |
|
Отверстия (8) (4 шт.) |
Круглая (в плане); ось прямя |
Диаметр 3.1мм. |
+0,18 0 |
Торцевая |
Rа6,3 |
1.4.2 Укрупненный маршрутный технологический процесс изготовления детали
Обобщенный алгоритм разработки технологического процесса изготовления детали в общем случае включает следующую последовательность действий.
1 Изучить требования к технологическому процессу и имеющиеся исходные данные.
1.1 Установить (уточнить) требования к конструкции детали и ее качеству.
1.2 Установить специальные требования к разрабатываемому технологическому процессу.
1.3 Установить объем и программу выпуска детали.
1.4 Изучить производственную обстановку:
- существующую на предприятии технологическую структуру по типам и видам производства;
- характер и площадь производственных помещений, где предполагается разворачивание производства детали;
- парк имеющегося в распоряжении технолога технологического оборудования;
- располагаемые и отработанные на предприятии технологические процессы и методы обработки, соответствующее технологическое оснащение и возможности.
2 Разработать маршрутный технологический процесс.
2.1 Установить или уточнить исходное состояние и характеристики предложенного конструктором полуфабриката.
Если полуфабрикат или его параметры не заданы, то следует их назначить, руководствуясь сортаментом, а также наличием полуфабриката в распоряжении предприятия.
2.2 Разработать технологическую схему (возможно несколько вариантов) производства детали, для чего:
- установить какие работы (операции или групп операций) необходимо выполнить для придания заготовке всех свойств конструкции детали (основной формы и габаритных размеров, формы и размеров каждого элемента, шероховатости всех поверхностей и др.). При назначении названных работ, целесообразно руководствоваться обобщенным (укрупненным) типовым технологическим процессом изготовления детали.
- подобрать для каждой работы (операции) методы их выполнения, оценив их возможности по выполнению требований, предъявляемых к детали.
- установить какие дополнительные работы необходимо назначить, чтобы реализовать выбранные методы их выполнения.
- определить возможность применения одного метода для образования нескольких элементов детали.
- становить какие дополнительные работы необходимо выполнить для реализации технологического процесса (контроль, транспортировка и др.);
- согласовать последовательность и содержание всех работ
2.3 Разработать конструкцию заготовки детали:
- назначить тип наиболее рациональную заготовку детали;
- назначить метод изготовления заготовки и необходимое для этого оборудование и его основные характеристики и возможности;
- установить основные характеристики конструкции заготовки (общую форму, состав элементов, их компоновку, размеры и др.) с учетом возможностей выбранных методов изготовления;
- установить технологические припуски, уклоны, допустимые упрощения конструкции, вызванные ограниченными возможностями методов изготовления заготовок, исполнительные размеры и допуски;
- выполнить чертеж заготовки (карту раскроя или др. документы, в которых описана конструкция заготовки);
- определить КИМ полуфабриката.
2.4 Составить технологический маршрут изготовления детали:
- уточнить состав и последовательность операций в соответствии с установленными ранее методами обработки и технологической схемой;
- согласовать состав и последовательность операций.
- уточнить/назначить модель применяемого оборудования для выполнения каждой операций;
- назначить для каждой операции необходимые инструменты и оснастку, средства автоматизации и механизации работ;
- назначить средства контроля качества выполнения каждой контрольной операции;
- определить технические нормы времени, затрат основных и технологических и других расходных материалов, необходимых для выполнения каждой операции;
- определить количество единиц оборудования для выполнения каждой операции.
- определить размер партии запуска изделий и число переналадок оборудования и оснастки;
(На данном этапе разработки технологического процесса изготовления детали может возникнуть затруднения, которые могут потребовать отработку конструкции детали на технологичность. Для этого необходимо:
- проанализировать возможности технологической системы по производству детали;
- выполнить количественную оценку технологичности узла в заданных производственных условиях;
- разработать мероприятия по изменению производственной системы;
- разработать мероприятия по проведению изменений конструкции изделия с целью улучшения его технологичности.)
- определить технико-экономических параметров вариантов технологического процесса и выбрать наиболее эффективный.
2.5 Составить операционный процесс:
1 Сформировать описание операции:
- установить цель операции;
- уточнить применяемый метод выполнения операции с целью оформления какого-либо элемента детали, или отдельны ее параметр;
- установить или уточнить, какие дополнительные работы необходимы для выполнения операции и применяемые для этого методы;
- определить структуру операции (состав и последовательность действий - переходов);
- конкретизировать содержание переходов;
- назначить технологические режимы обработки;
- назначить методы и средства обеспечения геометрической точности и взаимозаменяемости и составить элемент схемы увязки заготовительной оснастки, а также методы и средства контроля качества детали;
- назначить инструменты и приспособления; средства транспорта и др. средства технологического оснащения необходимых для выполнения переходов операции;
- назначить нормы времени и расхода материально-технических средств на выполнение операции;
- назначить число, профессию и квалификацию исполнителя операции.
2 Оформить описание операции на операционных картах.
3 Разработать техническое задание на разработку несуществующего технологического оснащения или заказа на приобретение стандартного оснащения.
4 Разработать планировку рабочего места для выполнения операции.
5 Назначить мероприятия и средства для обеспечения безопасности труда и защиты окружающей среды.
1.4.3 Оформление технологической документации (маршрутные карты)
Главным результатом деятельности технолога является описание технологического процесса, оформленного в форме различных технологических документов. Кроме того, технолог оформляет техническое задание на разработку технологического оснащения или заявки на приобретение существующего технологического оснащения и некоторые другие документы.
Технологическую документацию в соответствии с требованиями стандартов ЕСТД, приведенным Приложении 6.
1.4.4 Требования к отчету по лабораторной работе
Отчет по лабораторной работе оформляется в соответствии с требованиями ЕСКД и СТО ИрГТУ 005-2009 и должен содержать:
- титульный лист;
- цель лабораторной работы и задание;
- чертеж детали;
- конструктивно-технологическое описание конструкции детали;
- технологическая схема изготовления детали;
- описание принимаемых решений с их обоснованием;
- чертеж заготовки;
- схема увязки заготовительной оснастки;
- маршрутные карты;
- необходимые решения при разработке операции и переходов и технологические расчеты режимов обработки
- операционные карты;
- список использованных источников.
1.5 Контрольные вопросы
- Какие исходные материалы необходимы для проектирования технологического процесса?
- Какие параметры учитываются при расчете развертки детали?
- Каким образом задается форма и размеры заготовки при раскрое?
- Какие существуют методы раскроя?
- Как можно повысить коэффициент использования материала /КИМ/?
- Какие существуют методы гибки?
- Какие характеристики детали влияют на усилие гибки?
- Для чего определяют минимальный радиус гибки и угол пружинения?
- Как определяется количество переходов вытяжки?
- Какие явления ограничивают процесс- вытяжки?
- Как предотвратить потерю устойчивости фланца заготовки при вытяжке?
- На что влияет величина радиуса закругления матрицы и пуансона?
- От чего зависит величина зазора между матрицей и пуансоном?
- Для чего определяется центр давления штампа?
- Как располагается крепление штампа к прессу?
- На что влияет размер программы выпуска?